ВЫСОКОЭФФЕКТИВНАЯ
ТЕХНОЛОГИЯ ОТЖИГА СТАЛИ
Анализ
состояния современных технологий в металлургической промышленности позволяет
сделать вывод о том, что их развитие в основном осуществляется по пути конструктивного
усовершенствования технологического оборудования, направленного на снижение
энергопотребления, и затрат труда на его обслуживание.
Одно из перспективных направлений энергосбережения в металлургии
связано с использованием спинорных технологий и физики запутанных состояний. В их
основу положен принцип перевода элементов рабочей среды – металла – в когерентное
спиновое состояние с характеристической частотой ω, а эффект запутанных спиновых
состояний позволяет транслировать когерентные состояния от этих элементов непосредственно
к рабочим средам.
В расчетах технологических процессов часто
используются следующие основные
соотношения:
а) скорость процесса (рекристаллизации,
диффузионного растворения и пр.)
v = Ao
exp[- Ea/kT] (1)
б) диффузионный перенос
D = Ao exp[- Ea/kT] (2)
где Ао – постоянная величина, Еа – энергия активации, k – постоянная Больцмана,
Т – температура, Ea/kT = Sa – энтропия активациия.
Как
видно из формул (1) и (2) ускорение термодинамического процесса и диффузии
возможно за счет увеличения температуры процесса. Но так как величина
температуры является нормируемой величиной технологического процесса,
единственной доступной для управления остается энтропия активации, которая в
формулах (1) и (2) имеет вид Еа/kT = Sa. Управление этим параметром оказывается возможным
за счет перевода рабочей среды в когерентное состояние путем использования
спин-эффектов, один из методов реализации которых основан на применении генератора
спинорного поля. Действие такого генератора основано на специально
организованном ансамбле классических спинов, в котором реализуется максимальная
энергия взаимодействия не только между соседними, но и удаленными спинами.
Система взаимодействующих спинов является при этом своеобразным усилителем
малых эффектов каждого отдельного спина.
В соответствии с концепцией Р. Утиямы [1] объектом, чувствительным к воздействию излучаемого генератором спинорного поля, должна быть спиновая система материальной среды. Причем в отношении величины эффекта, система спинов имеет преимущество перед индивидуальным спином микрочастицы. Сложная неравновесная спиновая структура, обладающая большим запасом квазивырожденных по энергии состояний, может выполнять роль системы, в которой действие спинорного поля может накапливаться (спиновое насыщение) и приводить к заметным макроскопическим изменениям.
Особый интерес представляют
индуцированные спинорным полем неравновесные состояния, когда на одном
квантовом уровне, характеризующем одну из характеристических частот
материальной среды, выстраивается максимально возможное количество спинов.
Такое состояние является когерентным и обусловливает уменьшение не только
спиновой энтропии, но и за счет взаимодействия спин-решетка, энтропии
материальной среды [2].
Простота когерентных технологий
связана с использованием физики запутанных состояний [3 - 5] в основе которых
лежат эффекты квантовой нелокальности.
Для
круга явлений квантовой нелокальности (эффект Ааронова-Бома, парадокс Энштейна,
Подольского, Розена [3], которые хотя и имеют квантово-механическое объяснение,
но продолжают оставаться предметом неутихающих споров [4]) существенно то, что
объектами на которые они распространяется являются объекты обладающие спином.
При чем, эффект дальнодействия распространяется не только на микроскопические
объекты, но проявляется и на макроскопическом уровне [5].
Один
из методов организации запутанного состояния в спинорнойной технологии отжига
стали реализуется следующим образом (рис. 1).
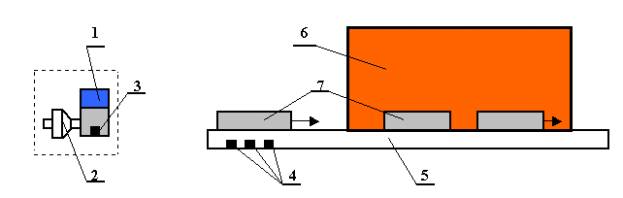
Рис. 1
В резонаторе 1, с подключенным к нему спинорным генератором 2, размещается чип-активатор 3.
Аналогичные чип-активаторы 4
размещаются на станине 5 печи 6, в которую загружаются стальные
изделия 7 подлежащие термической
обработке. Главное требование к чип-активаторам 3 и 4 – они должны быть
сделаны из одного материала имеющего «дальний порядок».
После включения спинорного
генератора 2 чип-активатор 3 в резонаторе 1 приводится в возбужденное состояние, характеризующееся тем, что
его частота совпадает с одной из характеристических
частот колебаний стали. Но так как
элементы 2 и 5 сделаны из одного материала
(имеющего «дальний порядок»), между ними реализуется эффект запутанного
состояния и спиновое возбуждение, принятое чип-активаторами 4, посредством спиновой диффузии передается через станину 5
на стальные изделия 7.
Способность спинорного поля
придавать когерентные свойства материальной среде и уменьшать ее энтропию, была
использована нами в когерентных технологиях для ускорения процессов отжига стали
с целью уменьшения энергетических затрат на их проведение.
Проверка эффективности
когерентных технологий в процессах отжига проводилась на металлургическом
заводе “Днепроспецсталь” и подшипниковом заводе SKF-Poznan.
Результаты промышленных испытаний.
Металлургический завод
“Днепроспецсталь”.
Испытания проводились при отжиге стали ШХ-15 и стали 65Г. Используемые
печи – колпаковые и камерные. Проведено 42 экспериментальных процесса.
Показатели эффективности:
- снижение расхода сжигаемого газа - 35%,
- снижение расхода
защитного газа - 38% (для
стали ШХ-15),
- уменьшение продолжительности отжигов - 32%,
- качество металла: сталь ШХ-15 - микроструктура CG – 2,0-2,1; твердость 200- 210 HB;
сталь 65Г –
микроструктура СG – 2,1-2,3; твердость 210 HB.
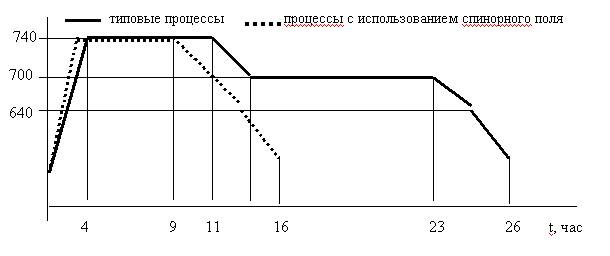
Параметры типовых процессов
отжига стали и процессов с использованием спинорного поля:
а) процессы в колпаковых газовых печах с защитной атмосферой
Т, °С

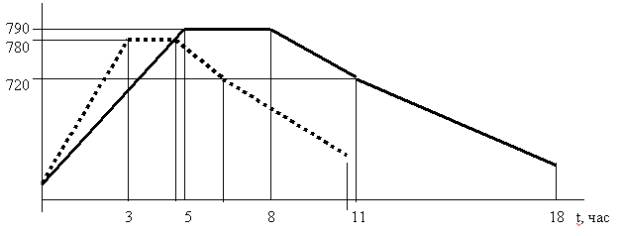
б) процессы в
камерных газовых печах
Т, °С
Подшипниковый завод SKF-Poznan
Испытания
проводились при отжиге стальных деталей шарикоподшипников. Используемая печь –
проходная электрическая РР-300. Количество садок для отжига – 53.
Количество садок в печи – 18. Периодичность подачи
садок в печь – 1 час.
Показатели
эффективности:
-
экономия
электрической энергии – 40%,
-
качество
металла – микроструктура – CG – 2,0-2,1;
твердость 193 – 210 HB.
Параметры типовых процессов отжига стали и процессов с использованием
спинорного поля:
![]()
![]() Т,°С типовые процессы процессы с использованием спинорного поля
Т,°С типовые процессы процессы с использованием спинорного поля
На основании
проведенных экспериментов можно сделать следующие выводы
1.
Применение спинорного поля
в процессах отжига
стали позволяет снизить
расход энергии на 40%. В
процессах отжига проводимых в колпаковых печах, при стабильной калорийности сжигаемого
газа, время отжига может быть сокращено
в 2 раза.
2. Исследования качества отожженного
металла и его микроструктурных характеристик показывают на их соответствие
нормативным требованиям.
Американский физик Фредерик Кеффер как-то сказал: «Будущее принадлежит тем, кто сможет управлять энтропией...».
Как
видим, даже частичное решение этой сверх задачи при использовании спинорных
технологий позволит получить большую экономию энергорессурсов в таких отраслях
промышленности, как металлургия и машиностроение и снизить техногенную нагрузку
на окружающую среду. Не трудно представить
направления использования спинорных полей и в других отраслях
промышленности.
Кроме
выше приведенных, были также проведены эксперименты по использованию
когерентных технологий в производстве полупроводниковых диодов с использованием
жидкофазной эпитаксии в поле градиента температур. Получены следующие результаты:
1.
Выход
годных диодных элементов увеличился с 68% до 80%.
2.
Выход
диодных элементов с обратным блокирующим напряжением более 1600 В увеличился с
50% до 72%.
Используемый материал –
подложки крeмния электронного типа проводимости
диаметром 76 мм., толщиной 0,3 мм, величиной
удельного сопротивления 40 Ом х см.
Первая
партия изготовленных диодов составила 5000 шт.
Л и т е р а т у р а
- Утияма Р. К чему пришла физика. (От теории относительности к
теории калибровочных полей). М., Знание, 1986, 224 с.
- Баргатин И.В. Гришанин Б.А., Задков В.Н. УФН, Т. 171, № 6, с.
625-647.
- Cпасский Б.И., Московский А.О. О нелокальности в квантовой
физике./Успехи физических наук, 1984, т. 142, вып. 4, с. 599.
- Хэллиуэл Е., Конковский В.
Парадоксы и непарадоксы причинности: классические сверсветовые сигналы и квантовые измерения. /Физика за рубежем. Серия Б.
– М., 1986, с. 193.
- Cheung C.I., Li P.,
Sheto K.I. Microscopic detection of spin-dependent long-range
interaction./Phys. Lett. A., 1991, № 4-5, p. 235.
В.
Краснобрыжев.
Тел.
(044) 475-96-75